引言:皮带机跑偏是带式输送机运行中最常见、也最令人头疼的问题之一。它不仅会造成撒料、磨损皮带和结构件,严重时还可能引发安全事故。
我们实际解决跑偏问题,关键在于 “系统分析,对症下药” 。跑偏通常是多种因素共同作用的结果,需要一个系统性的检查和调整流程。
下面我将从原因和纠正措施两个方面,聊一聊皮带跑偏。
皮带跑偏的主要原因
跑偏的根本原理是:当皮带横向(宽度方向)两侧的受力不均时,就会向受力大的一侧跑偏。这通常由以下几个方面的因素引起:
1. 设备安装与制造精度问题(约占总原因的60%-70%)
· 机架和导轨安装不正:这是最常见的原因。机架中心线不直,头尾滚筒中心线不平行,或者整个输送机纵向不水平。
· 滚筒安装问题:驱动滚筒、改向滚筒或张紧滚筒的轴线与皮带中心线不垂直,或者滚筒本身因加工、磨损导致外径不一致(锥形)。
· 托辊安装问题:承载托辊组或回程托辊组的轴线与皮带中心线不垂直,或安装位置不对中。
2. 皮带自身问题
· 皮带接口不正:硫化接头或机械接头接歪,导致皮带两侧张力不均、周长不等。
· 皮带老化变形:皮带使用时间长,产生不均匀磨损、边缘损坏或芯体局部断裂,导致皮带“发瓢”或成槽性差。
· 皮带质量不均:制造时张力线分布不均,导致皮带存在“内应力”,容易跑“蛇形”。
3. 物料负载与落料点问题
· 落料点不正:导料槽、卸料器或上游设备卸料点不在皮带中心,物料冲击力使皮带偏向一侧。
· 物料偏载:物料在皮带上分布不均,一侧多一侧少,重力不平衡导致跑偏。
· 物料特性:粘性物料在滚筒或托辊上粘结,造成局部直径变化。
4. 维护与运行问题
· 清扫不彻底:清扫器失效,物料(特别是粘性物料)在滚筒或托辊表面积聚,使其变成“锥形”。
· 托辊损坏或卡死:托辊不转或转动不灵活,对皮带的摩擦阻力增大。
· 张紧力不足或不均:张紧力太小,皮带稳定性差;重锤张紧或丝杠张紧两侧调整不一致。
· 风、雨等外部环境影响。
纠正跑偏的系统性措施
我们处理跑偏应遵循一个黄金法则:“跑高不跑低,跑紧不跑松,跑前不跑后”。意思是皮带会向位置较高的一侧、张力较紧的一侧、以及相对运动趋势方向(托辊或滚筒的前方)跑偏。利用这个法则可以判断调整方向。
第一步:全面检查与初步判断
1. 观察跑偏规律:
· 空载跑偏,加载正常:通常是安装精度问题(托辊、滚筒不正)。
· 空载正常,加载跑偏:大概率是落料点不正或物料偏载。
· 固定位置、固定方向跑偏:检查该位置的滚筒、托辊或机架。
· 无规律摆动跑偏:可能是皮带接头不正、张力不足或托辊组转动不灵。
2. 沿线检查:从头到尾,检查所有滚筒、托辊是否转动灵活、有无粘料、磨损是否均匀。检查机架有无变形、松动。
第二步:针对性调整措施
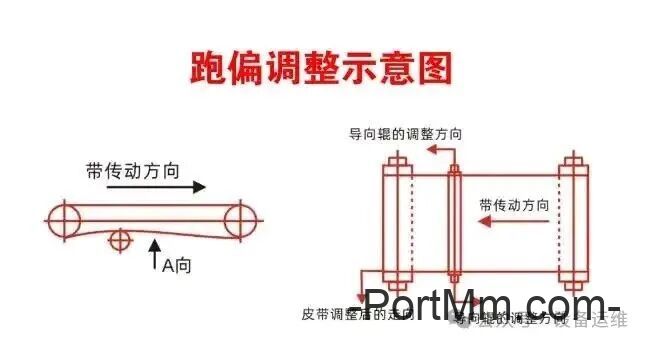
A. 调整承载托辊组(最常用、最有效的方法)
对于槽形托辊组,可以通过调整侧边托辊的前倾角度来纠偏。
· 皮带在哪侧跑偏,就将该侧的托辊向皮带前进方向移动(或将对侧的托辊向后移动)。
· 大多数皮带机的上分支托辊支架两侧有长条安装孔,用于微量调整。调整时每次只调一点,观察效果,不要一次调太多。
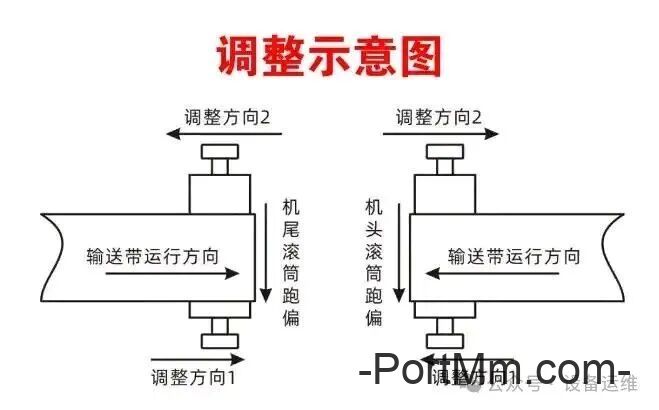
B. 调整滚筒
· 头部驱动滚筒:如果皮带向滚筒右侧跑偏,则右侧轴承座应向前移动(或左侧向后移),使滚筒右侧的皮带张力变大,将皮带拉回。
· 尾部改向/张紧滚筒:调整方法与驱动滚筒相反。如果皮带向滚筒右侧跑偏,则右侧轴承座应向后移动。
· 原则:滚筒的调整必须非常谨慎,每次调整量要小,并且调整后要重新检查滚筒的水平度和垂直度。
C. 调整落料点
· 调整导料槽挡料板的位置和角度,确保物料落在皮带中心,且下落速度方向与皮带运行方向一致。
· 可考虑加装缓冲托辊或“梳形”导料板,减少物料冲击。
D. 检查并修正皮带接头
· 如果怀疑接头问题,需重新制作接头,务必保证接头处两侧的周长绝对相等,且与皮带中心线垂直。
E. 使用专用纠偏装置(当以上方法无法解决时)
1. 自动调心托辊组:当皮带跑偏时,托辊组底座能自动旋转一个角度,产生横向推力使皮带复位。这是最有效的被动纠偏装置,应间隔一定距离(如每30-50米)安装一组。
2. 侧立辊(防跑偏立辊):在皮带两侧边缘安装立辊,强制阻止皮带过度跑偏。这是一种“硬纠偏”,易磨损皮带边缘,仅作为最后保护手段。
3. 摩擦纠偏轮:在滚筒附近安装可调节的摩擦轮,给跑偏侧的皮带边缘施加一个反向摩擦力。
第三步:预防性维护(杜绝跑偏的根本)
1. 定期检查与清洁:建立巡检制度,及时清理滚筒和托辊上的粘料,更换损坏、不转的托辊。
2. 保证安装质量:新安装或大修后,必须严格校准机架中心线和滚筒水平/垂直度。
3. 规范操作:均匀给料,避免单点冲击。
4. 选择高质量皮带和托辊:从源头保证设备质量。
总结建议
我们处理跑偏问题时,必要时请务必断电挂牌,确保安全。调整遵循 “微量多次,边调边试” 的原则。如果问题复杂,自己难以解决,建议联系设备制造商或专业维护人员。从源头(安装、给料)和日常维护入手,是解决皮带跑偏问题最经济、最有效的途径。
