文章目录
在机械应用里,我们总在权衡:是选择经济实惠的“家常菜”平键,还是为特定场合精心准备的“硬菜”花键?“明明花键承载能力更强、对中性更好,为什么车间里还是平键用得多?”在大多数普通减速箱、泵和传动装置中,平键依然是绝对主力。而花键,尽管在电葫芦、汽车变速箱等领域大显身手,却很少出现在常规设备的相关位置。
花键的硬菜硬在哪?
花键联接,本质上是在轴上加工出多个均匀分布的齿形键,与轮毂内相应的槽配合传递扭矩。这种设计不是平键的简单复制,而是一次结构上的升级飞跃。

根据国家标准《GB/T 1144-2001 矩形花键尺寸、公差和检验》,花键通过多个齿同时工作,接触面积大幅增加,理论上能够传递的扭矩远大于单键。
花键的优点集中体现在三个方面。首先是力学性能卓越,多个齿同时受力,载荷分布均匀,齿根应力集中小,对轴强度的削弱较小。
其次是定心精度高,这对于高速旋转或精密传动至关重要。花键联接能够确保轴与轮毂之间的高精度对中,减少振动和磨损。
第三是导向性能优秀,当轮毂需要在轴上滑动时(如变速箱中的换挡齿轮),花键提供了天然的导向轨道,这是普通平键难以比拟的优势。
平键的家常菜实用在哪?
与花键的“硬菜”形成鲜明对比的,是平键的“朴实无华”。平键的设计理念可以用两个字概括:简单实用。
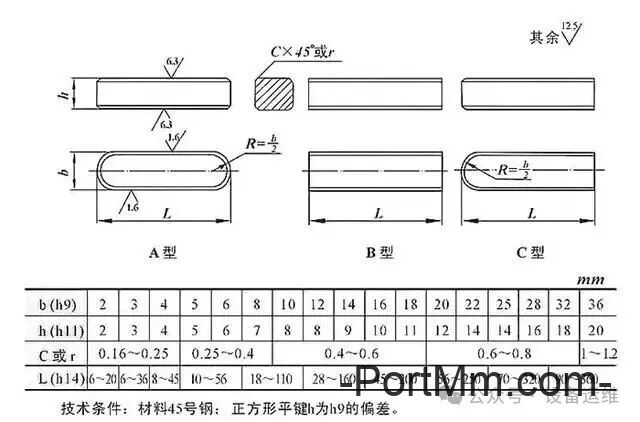
根据国家标准《GB/T 1096-2003 普通型平键》,平键分为A型(圆头)、B型(方头)和C型(单圆头)三种基本形式。这种分类体现了平键设计的核心思想——满足基本功能的同时,尽可能简化制造和装配过程。
平键的优势不在于技术参数多么亮眼,而在于实践中的高度适应性。一把普通的铣刀就能在轴上加工出键槽,无需专用设备;平键本身是标准件,市场上容易获得,价格低廉;装配过程简单直观。
在大多数中低载荷、中低速的传动场合,平键完全能够满足使用要求。一位从业三十天的老师很不负责任的悄悄告诉你:“我修过的机器里,90%的键联接故障都不是因为平键本身强度不够,而是因为装配不当、润滑不良或过载使用。”
伟人说了:成本才是硬道理
设计时往往不是单纯的技术比较,而是成本、性能、可靠性和维护便利性的综合权衡。在这个方程中,平键几乎在每个方面都占据了优势。
制造花键需要专用设备,如花键铣床或拉床,这些设备投资大、维护成本高。而平键加工只需要普通铣床,甚至车床就能完成,设备普及率高。
花键的检测也需要专用量具,如花键环规和塞规,这些量具价格也昂贵。平键的检测则简单得多,用普通卡尺和深度尺就能完成大部分测量工作。
从材料利用率角度看,加工花键需要切除更多材料,产生更多废屑。而平键键槽切除的材料量相对较少,更加经济。虽然我们通常不差这点下脚料,但我们得说蚊子腿也是肉。
更重要的是,平键的标准化程度极高。根据《GB/T 1095-2003 平键键槽的剖面尺寸》,平键的尺寸系列已经形成了完整的体系,不同厂家生产的平键完全可以互换。这种高度的标准化,降低了供应链风险,提高了维修便利性。
家常菜和硬菜的边界
经过那位有30天丰富工作经验的老师傅总结,平键和花键已经形成了相对明确的应用边界,并总结出了下图。
平键主导着常规传动领域。在大多数通用机械中,如风机、水泵、常规减速机、农业机械等,平键是首选。这些场合对传动精度要求不高,载荷和转速适中,平键完全能够胜任,且经济性突出。
花键则在特殊场合大放异彩。需要高精度定心的场合,如机床主轴、精密仪器;需要传递大扭矩的场合,如重型机械、工程车辆;需要轴向滑移的场合,如汽车变速箱、可调机构——这些地方才是花键的真正舞台。
最后说句最根本的事实,平键用的多还不是不便宜不能中标嘛,赚不到钱再好的产品也白搭呀!
转载自微信公众号:设备运维
