只要是维修工,不可避免的事事情就是拧螺栓,前面已经介绍两个关于螺栓的基础知识,今天聊一聊螺栓防松。
经典的三类12种螺栓防松方法详解及国家标准规范。
螺栓连接作为机械工程中最常用的可拆卸连接方式,其可靠性直接影响设备的安全运行。在振动、冲击、温度变化等工况下,螺栓易因螺纹副相对转动导致松动,甚至引发设备故障。因此,选择合适的防松方法至关重要。本文将系统介绍螺栓防松的三大类方法,并结合国家标准规范,详细说明其原理、特点及适用场景。
一、摩擦防松:通过增加螺纹副摩擦力实现防松
摩擦防松是利用机械或结构设计,使螺纹副始终保持一定的压紧力,通过增大摩擦力阻止相对转动。其核心是“持续保持预紧力”,适用于中等振动、非高频冲击的工况。
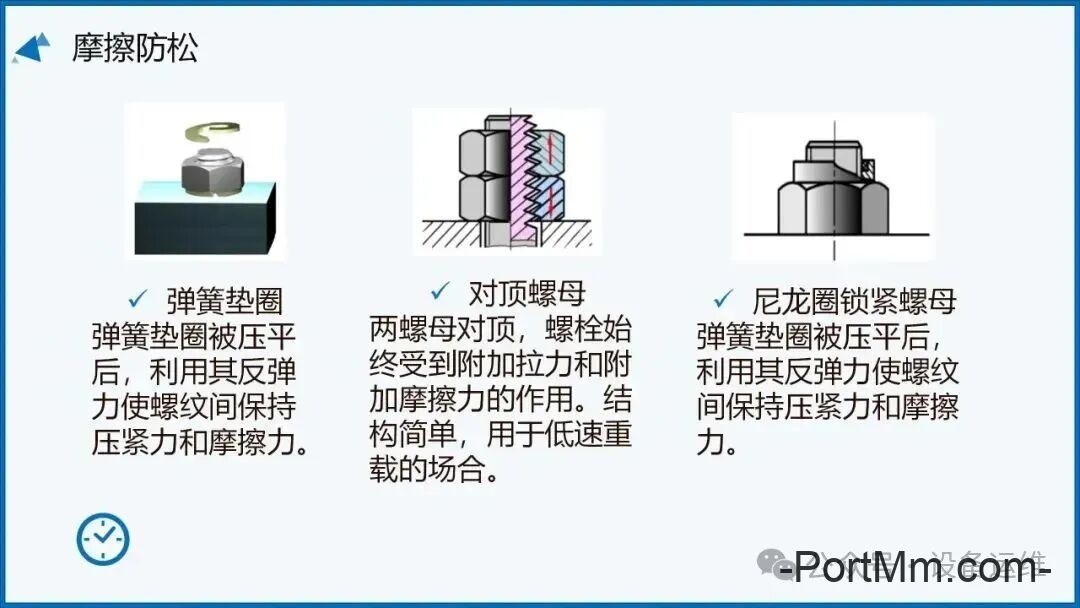
1. 弹簧垫圈防松

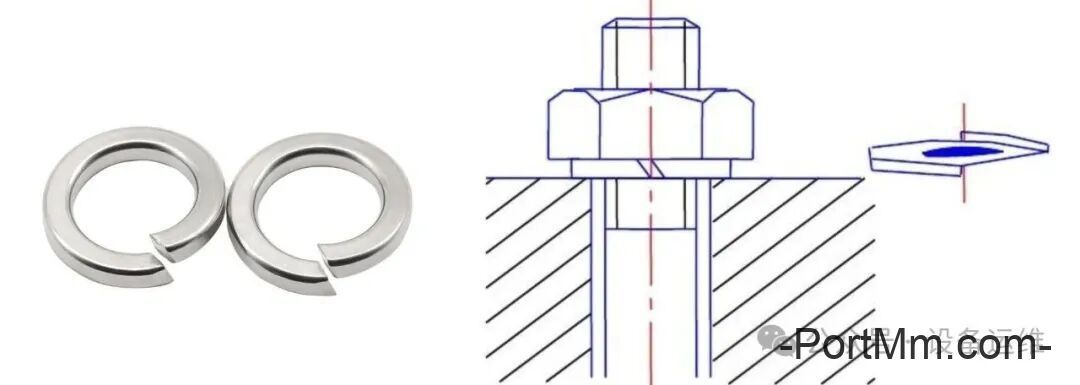
原理:弹簧垫圈由65Mn等弹簧钢制成,呈开口圆环形,装配时被螺栓预紧力压平,利用材料的弹性反弹力持续压紧螺母与被连接件,使螺纹间保持摩擦力。锥形弹性垫圈(如碟形垫圈)则通过锥形结构放大反弹力,防松效果更优。
特点:结构简单、成本低,可用于拆卸频繁的场合;但在高频振动下,垫圈易因弹性疲劳失效,且不适用于精密设备(可能划伤被连接件表面)。
国家标准:
- GB/T 93-1987《弹簧垫圈》:规定了普通弹簧垫圈的尺寸、材料及性能,适用于M3~M30的螺栓。
- GB/T 1972-2005《碟形弹簧》:规范了锥形弹性垫圈的参数,适用于需要大弹力的重载场景。
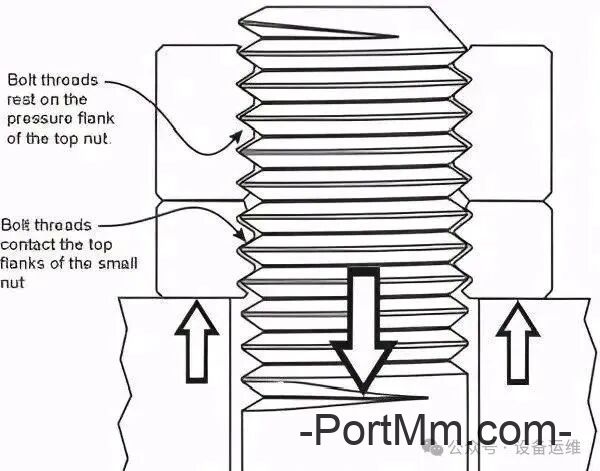
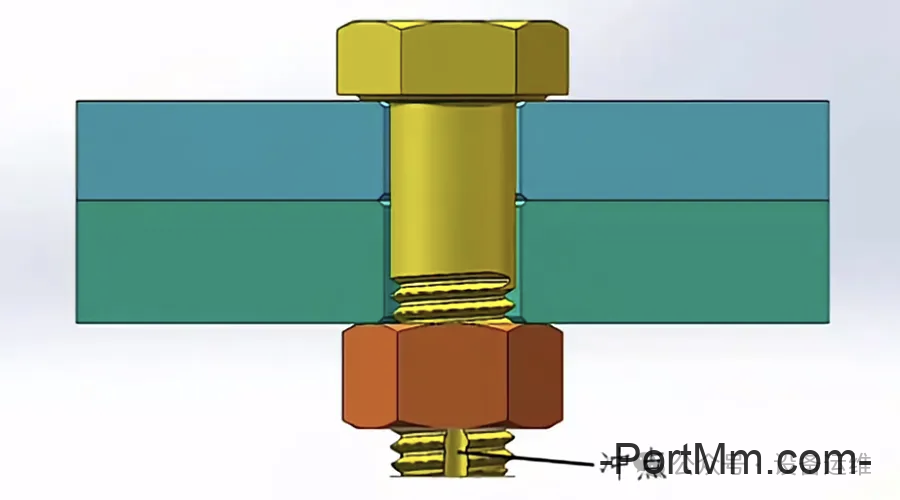
2. 双螺母(对顶螺母)防松
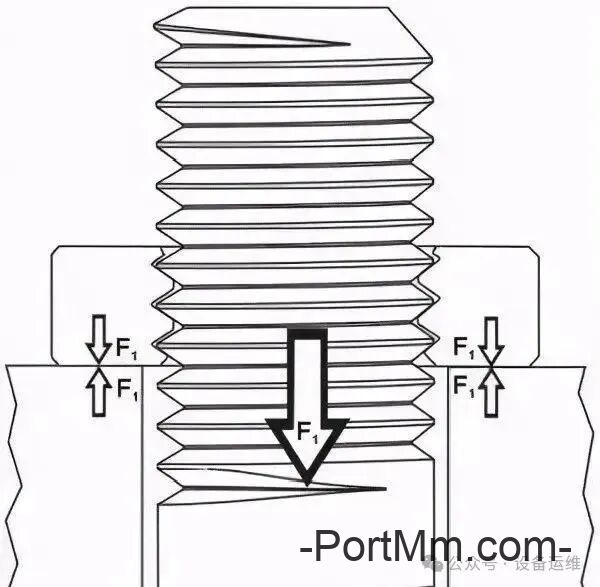

请记住这张实物图是错误做法配图
原理:通过两个螺母对顶拧紧,使上、下螺母与螺栓螺纹间产生反向预紧力:第一螺母(与被连接件接触)承担80%预紧力,第二螺母(与第一螺母接触)承担20%预紧力。振动时,若第一螺母有松动趋势,第二螺母的反向力会进一步增大螺纹副摩擦力,阻止松动。
特点:防松可靠,适用于低速重载设备(如机床、桥梁);但需额外消耗一个螺母,重量和空间成本较高,且安装时需严格控制对顶力矩(两螺母拧紧力矩需匹配)。
国家标准:
- 无专门针对双螺母防松的独立标准,但其螺母尺寸需符合GB/T 41-2016《六角螺母 C级》或GB/T 6170-2015《1型六角螺母》,安装工艺参考JB/T 8890-2018《螺栓连接防松技术规范》中“对顶螺母安装要求”。
3. 自锁螺母防松

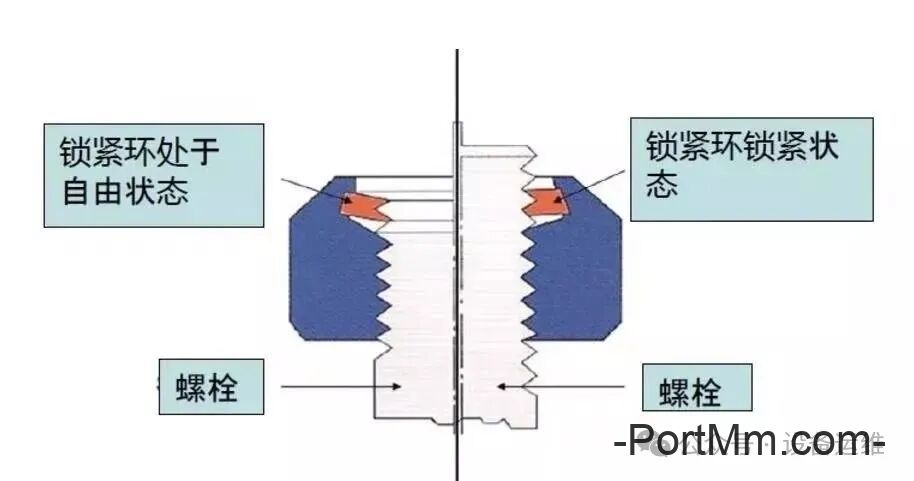
原理:通过结构设计使螺母与螺栓螺纹间产生“自锁力”,分为两类:
- 金属收口型:螺母一端制成非圆形收口(如椭圆或径向收缩),拧紧时收口被螺栓撑开,利用金属弹性压紧螺纹。
- 非金属嵌件型:螺母螺纹孔内嵌入尼龙、纤维等弹性材料,拧紧时嵌件被螺纹挤压变形,填充间隙并产生摩擦力。
特点:防松效果稳定,可多次拆装(金属收口型可重复5~10次,非金属嵌件型可重复20次以上),适用于汽车、家电等需要频繁维护的设备。
国家标准:
- GB/T 6184-2000《2型非金属嵌件六角锁紧螺母》:规定了尼龙嵌件螺母的尺寸、嵌件材料(尼龙66)及防松性能,适用于M3~M36螺栓。
- GB/T 6182-2000《1型全金属六角锁紧螺母》:规范了金属收口型螺母的参数,适用于高温(≤300℃)工况(非金属嵌件在高温下易失效)。
4. 预紧防松(高强度螺栓)
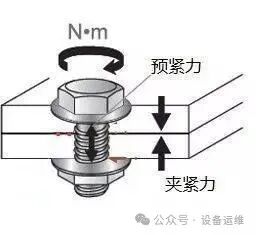
特点:无额外成本,防松可靠性极高,适用于钢结构、风电设备等重载、高振动场景;但需严格控制预紧力(过大会导致螺栓断裂,过小则防松失效)。
国家标准:
- GB/T 1231-2006《钢结构用高强度大六角头螺栓、螺母、垫圈技术条件》:规定了10.9级高强度螺栓的预紧力计算方法及验收标准。
- GB/T 3098.1-2010《紧固件机械性能 螺栓、螺钉和螺柱》:明确了高强度螺栓的预紧力与屈服强度的对应关系。
二、机械防松:通过机械结构限制螺纹副相对转动
机械防松是利用专门的机械零件(如销、垫片、钢丝)将螺栓与螺母“刚性锁定”,阻止相对转动。其核心是“物理限位”,适用于高频振动、冲击载荷较大的工况(如发动机、轨道交通设备)。
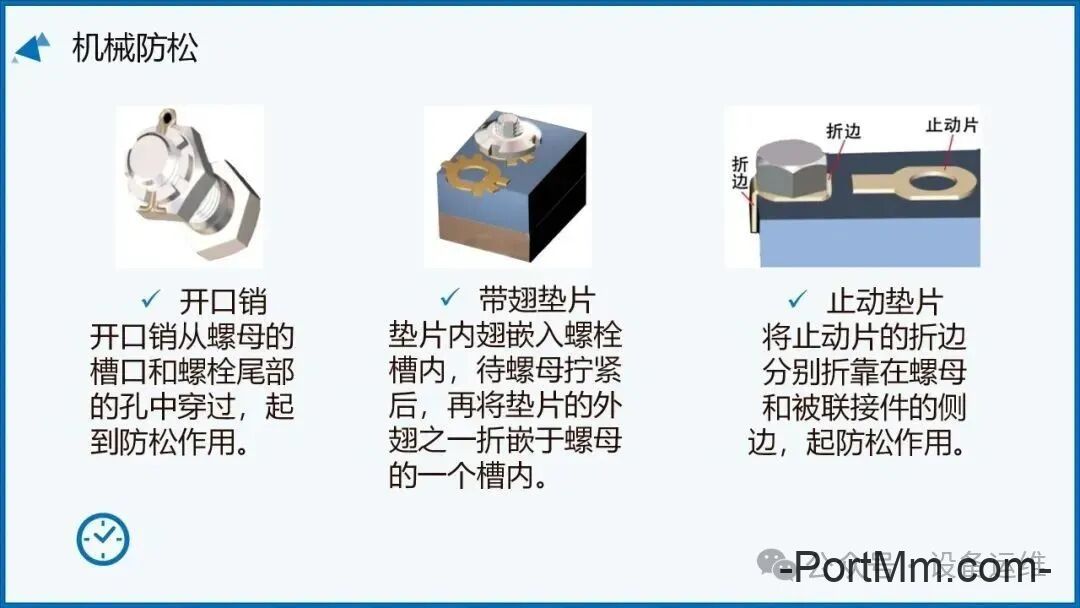
1. 槽形螺母与开口销防松
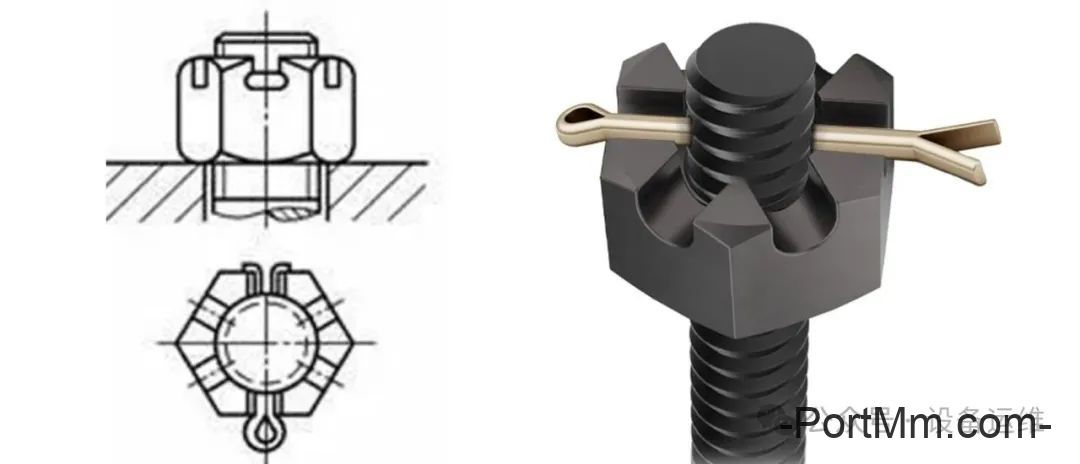
原理:槽形螺母拧紧后,其槽口与螺栓尾部的径向小孔对齐,插入开口销并将销尾掰开,通过销的刚性约束限制螺母转动。若螺栓无预制孔,可在螺母拧紧后配钻销孔(需保证销孔与槽口同心)。
特点:防松效果绝对可靠,属于“不可拆卸防松”(拆卸需破坏开口销),适用于安全性要求极高的场合(如火车轮对、起重机)。
国家标准:
- GB/T 9458-1988《六角开槽螺母》:规定了槽形螺母的槽口尺寸及与螺栓的配合要求(适用于M5~M36螺栓)。
- GB/T 91-2000《开口销》:规范了开口销的材料(低碳钢)、尺寸及掰尾角度(需≥60°)。
2. 圆螺母与止动垫片防松
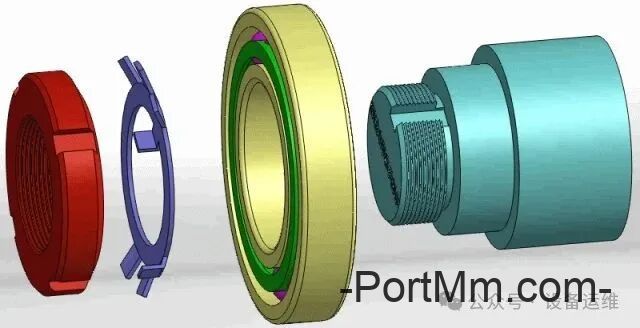

原理:圆螺母常用于轴类零件的轴向固定,配套的止动垫片内舌嵌入轴的轴向槽内,外舌则在螺母拧紧后折弯嵌入螺母的径向槽中,通过垫片的刚性连接将螺母与轴“锁死”。
特点:结构紧凑,适用于轴端、轴承等空间受限的场景;但安装时需保证垫片内舌与轴槽、外舌与螺母槽的精准配合。
国家标准:
- GB/T 812-2000《圆螺母》:规定了圆螺母的槽口参数及与止动垫片的配合公差。
- GB/T 858-1988《圆螺母用止动垫片》:明确了垫片的内舌、外舌尺寸及材料(65Mn弹簧钢)。
3. 止动垫片防松
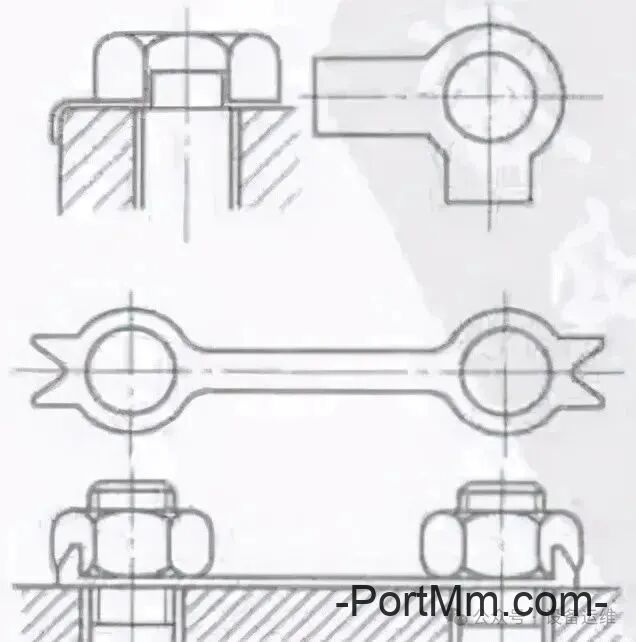
原理:单耳止动垫片一端与被连接件边缘贴合,另一端在螺母拧紧后折弯贴紧螺母侧面;双耳止动垫片则两端分别折弯贴紧螺母和被连接件,通过垫片的形变限制螺母转动。若多个螺栓需联动防松,可采用双联止动垫片(将相邻两螺栓的螺母通过同一垫片锁定)。
特点:安装简便,适用于螺栓间距较小的平面连接(如电机端盖);但垫片折弯后拆卸需破坏垫片,属于半永久防松。
国家标准:
- GB/T 854-1988《双耳止动垫片》:适用于M5~M20螺栓,规定了双耳的长度及折弯角度。
- GB/T 855-1988《单耳止动垫片》:参数与双耳垫片类似,适用于单边有阻挡的场景。
4. 双叠自锁垫圈防松

原理:由两个带放射状锯齿的垫圈组成,装配时两垫圈锯齿相对贴合,外锯齿与被连接件、螺母表面咬合。振动时,螺栓轴向位移会被垫圈的楔入式结构抵消(垫圈厚度方向的可扩展距离大于螺栓螺纹纵向位移),从而阻止螺母松动。
特点:防松效果优于普通弹簧垫圈,适用于高频振动场景(如泵类设备);但成本较高,且需保证被连接件表面有足够硬度(避免锯齿打滑)。
行业标准:JB/T 7290-1994《碟形弹簧垫圈 技术条件》(虽名为“碟形”,但包含双叠自锁垫圈的性能要求)。
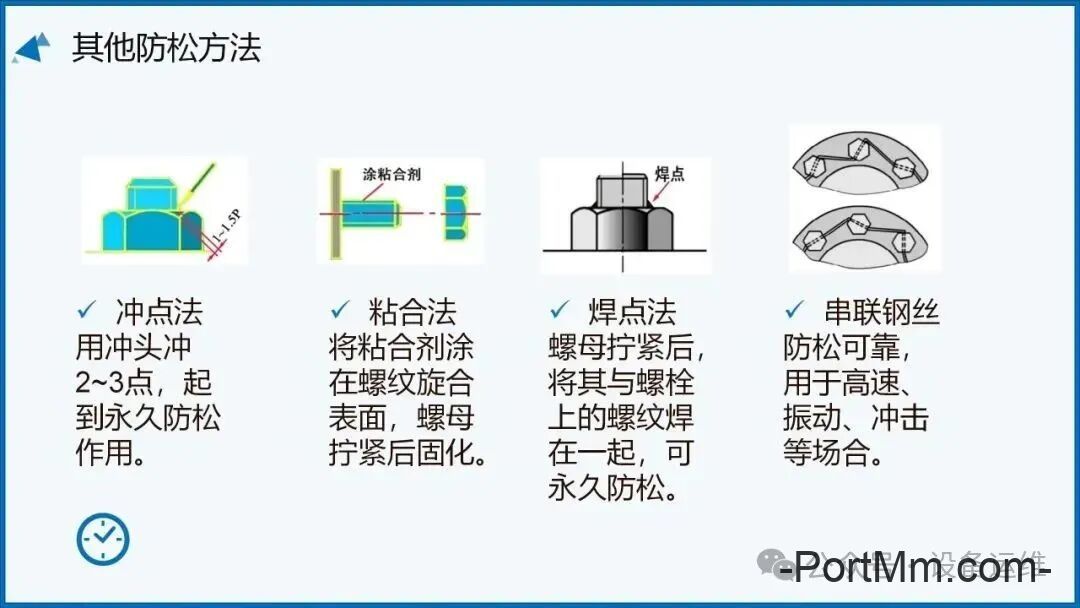
5. 串联钢丝防松
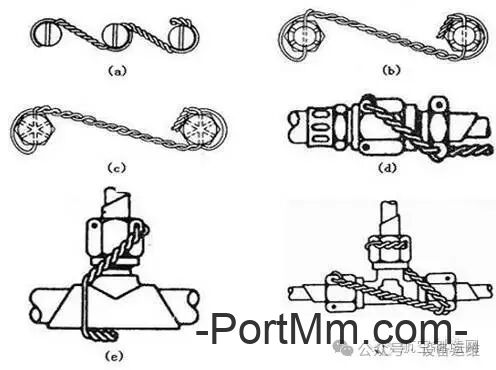
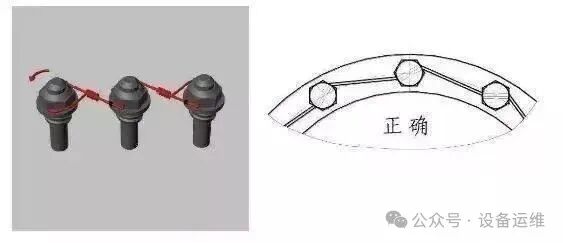
原理:用低碳钢钢丝(直径0.8~2mm)穿入多个螺栓头部的小孔,按“顺时针或逆时针”统一方向串联,形成闭环。当一个螺栓有松动趋势时,钢丝会拉动相邻螺栓产生“旋紧趋势”,通过相互制动防松。
特点:适用于螺栓组(如缸体、箱体)的整体防松,成本低;但钢丝穿向需严格设计(需与螺栓拧紧方向一致),否则会加剧松动。
规范参考:GB/T 3098.1-2010附录D“螺栓组串联钢丝防松指南”,明确了钢丝直径与螺栓孔的配合要求(间隙≤0.1mm)。
三、永久防松:通过不可逆连接消除螺纹副相对转动
永久防松是将螺栓与螺母通过焊接、铆接、粘合等方式固定为一体,完全消除相对转动可能。其核心是“不可逆锁定”,适用于无需拆卸或一次性使用的场合(如压力容器、航天设备)。
1. 点焊防松
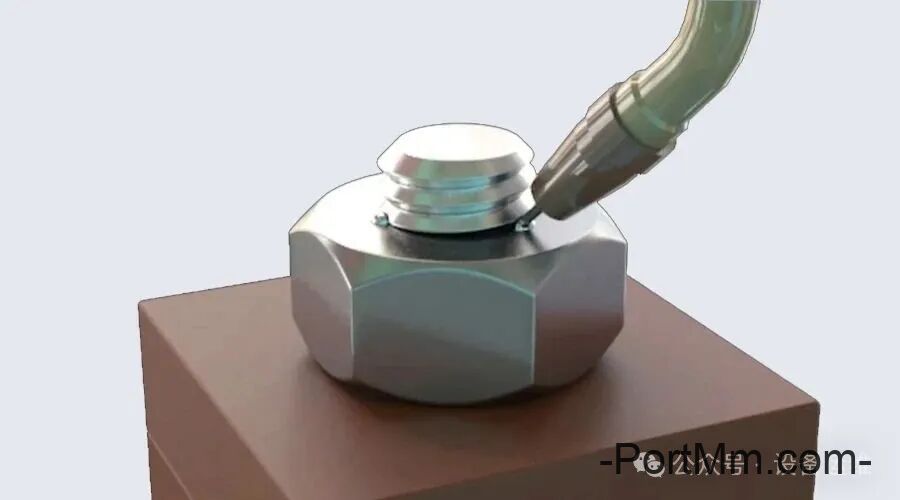
原理:螺母拧紧后,在螺栓外露螺纹与螺母的接触部位进行点焊(通常1~2个焊点),使螺纹副形成金属熔接,转化为“非运动副”。
特点:防松绝对可靠,适用于高温、高压等极端工况;但拆卸需破坏焊点,且焊接热量可能影响螺栓力学性能(需避免在螺栓应力集中处焊接)。
国家标准:GB/T 11363-2008《钎焊接头强度试验方法》(参考焊接强度要求,焊点剪切强度需≥螺栓抗拉强度的50%)。
2. 铆接防松
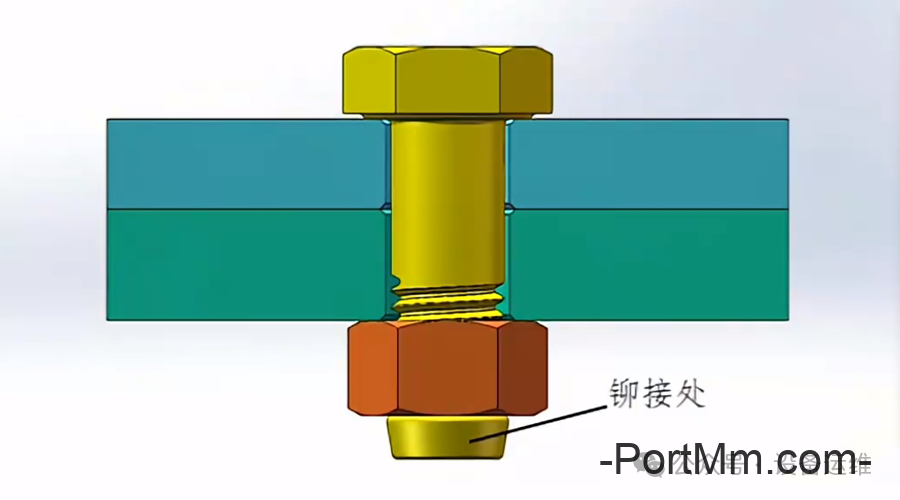
原理:螺母拧紧后,将螺栓外露端部(超出螺母2~3个螺纹)用冲头铆击变形,使螺纹被“压溃”,通过塑性变形锁定螺母。
特点:操作简便,适用于低强度螺栓(4.8级以下);但高强度螺栓(8.8级及以上)铆接时易脆断,需谨慎使用。
国家标准:GB/T 12617.6-2004《开口型沉头抽芯铆钉 11级》(参考铆接变形量要求,铆后螺栓端部直径需增大10%~15%)。
3. 粘合防松
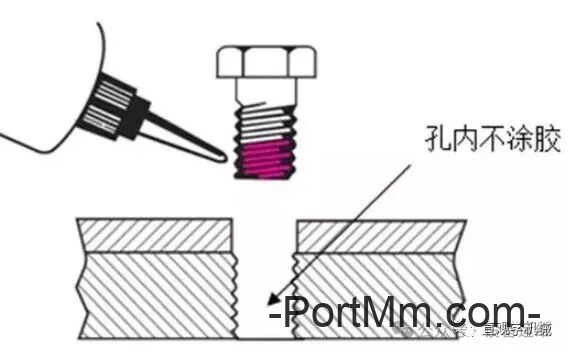
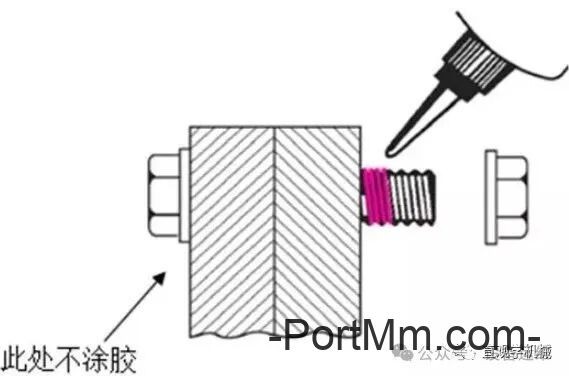
原理:在螺纹副旋合面涂覆厌氧胶(如螺纹锁固胶),固化后形成高强度胶层,将螺栓与螺母粘为一体。厌氧胶在缺氧环境(螺纹间隙)中快速固化(24小时完全固化),可拆卸时需加热(≥200℃)使胶层失效。
特点:防松同时兼具密封作用(可防渗漏),适用于精密设备;但胶层强度受温度影响大(-55~150℃为有效范围)。
国家标准:GB/T 18747.1-2002《厌氧胶黏剂 分类》,其中“螺纹锁固胶”分为低强度(可拆卸)、中强度(加热可拆卸)、高强度(不可拆卸)三类,可按需选择。
四、防松方法的选择依据
1. 工况强度:高频振动、冲击载荷优先选机械防松或永久防松;普通振动选摩擦防松。
2. 拆卸需求:需频繁拆卸选摩擦防松(如自锁螺母);一次性使用选永久防松。
3. 成本与空间:低成本场景选弹簧垫圈、串联钢丝;空间受限选圆螺母与止动垫片。
4. 安全等级:高安全需求(如核电、航空)选槽形螺母+开口销、点焊防松。
简单总结一下:
螺栓防松的核心是“根据实际工况匹配防松原理”,结合国家标准规范设计与安装,才能最大限度保证连接可靠性。在工程实践中,常采用“组合防松”(如“自锁螺母+弹簧垫圈”)进一步提升安全性,具体需通过振动试验验证防松效果。
