文章目录
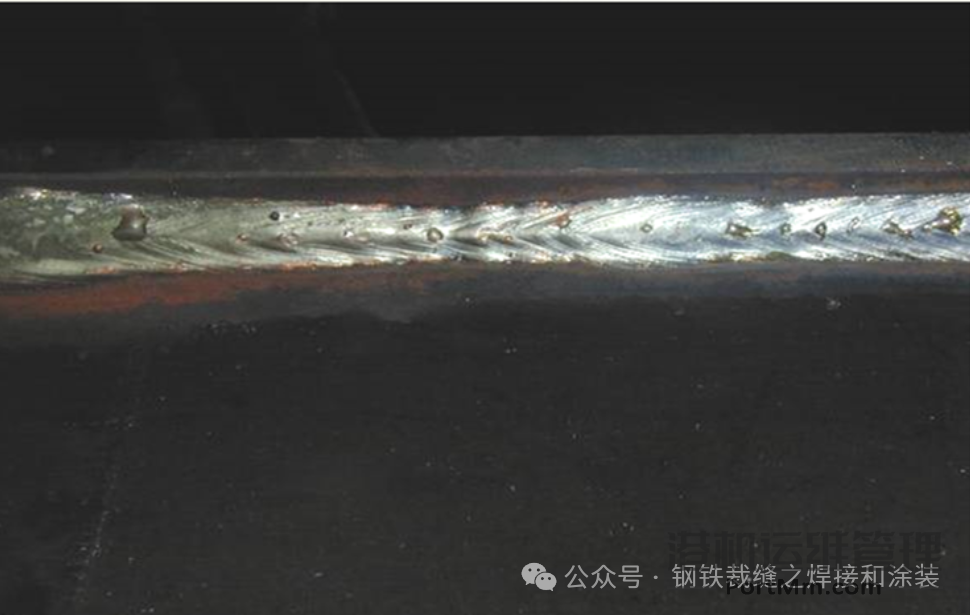
- 外观检测是一种常用的焊接质量检测方法,其主要目的是检查焊接接头的表面质量,包括焊缝的形状、尺寸、咬边、凹陷、气孔等。外观检测可以通过肉眼或使用放大镜进行观察,也可以使用一些辅助工具,如激光测距仪、光学测量仪等。这种检测方法可以有效地发现焊接接头的表面缺陷,但无法检测内部缺陷。
- 一、核心标准体系概述
- 1.1 2023标准主要修订内容及行业影响分析
- 熔深s替代板厚t:新标准将对接焊缝和角焊缝的缺陷允许值计算基准由设计焊喉变更为实际焊喉(aA),计算公式调整为缺陷高度h≤0.2s/0.2aA(B级要求)。 新增实际喉厚参数:在表1条款1.3/1.4/1.16/3.2中明确引入aA参数,强化焊缝实际承载能力的评估。
- 图示修订:更新10项缺陷示意图,包括未熔合(1.5)、咬边(1.4)等缺陷的形态展示,使判定更直观。 验收标准调整:B级气孔直径限值从≤0.5mm调整为≤0.2s/0.2aA(最大3mm),咬边高度要求从≤0.05t变更为≤0.1t(最大0.5mm) 删除附录B:取消原疲劳评估方法,改为引用ISO 12110系列标准
- 钛合金焊接:引入颜色判定法:银白色为合格,出现蓝色/紫色需返修 层间温度控制≤150℃,热输入范围15-45kJ/cm。 镍基合金: 裂纹敏感系数公式保留S=(Cr+3.3Mo+16N)/(Ni+0.5Mn),当S≥1.5时需调整热输入。 Inconel 718等γ'相强化合金的气孔验收比钢质接头严格20%。
- 评估参数 ISO 5817:2018(B级) ISO 5817:2023(B级) 变化幅度 气孔直径 ≤0.5mm ≤0.2s/0.2aA(最大3mm) 计算基准改变 咬边深度 ≤0.05t且≤0.5mm ≤0.1t(最大0.5mm) 放宽100% 对接错边量 ≤0.1t 按材料强度分级(S355钢0.1t,S960钢0.05t) 材料差异化 钛合金验收 仅尺寸要求 增加颜色判定(银白色合格) 新增方法 检测基准 设计焊喉 实际焊喉(aA) 核心变更
-
- 数字化检测系统需升级算法模块,包括:实际焊喉的自动测量功能(误差±0.02mm),钛合金焊缝的多光谱成像技术(识别颜色异常)相控阵超声与熔深数据的关联分析。
- 参数调整:某汽车厂商反馈,为满足新气孔标准,需将保护气体流量提高15%-20%。 案例参考:TA2纯钛管道焊接中,银白色焊缝经X射线检测确认无裂纹/气孔,符合B级要求。
- 培训成本:标准转换培训约需16-24课时,主要涵盖:新缺陷图示解读熔深测量实操(金相检测法流程)。 检测成本:钛合金项目增加颜色判定环节,单件检测时间延长2-3分钟。 2.AWS体系 AWS D1.1:2020针对钢结构,强调实用性与工程评估灵活性,按A-F六级划分接头等级。它是美国焊接学会钢结构焊接规范,其焊缝验收要求与ISO 5817存在差异。 3.EN体系 EN 1090-2/3分EXC1-EXC4四个执行等级,强制CE认证,铝结构验收需符合EN ISO 17637目视检测标准。
- EN 1090-2 2025版关键更新:
- 气孔限制标准对比:
- 三、数字图谱检测技术应用
-
- 钢结构焊接:优先采用AWS D1.1标准。 国际项目:推荐使用ISO 5817标准。 欧盟CE认证项目:EN 1090-2/3,EXC3级需全熔透焊缝。 高要求场合:选择B级验收标准。 特殊材料:镍/钛合金需参考特殊条款,钛合金压力容器推荐使用 ISO 5817:2023,层间温度≤150℃。 汽车轻量化部件:推荐使用ISO 13919-1电子束焊。 应用场景 推荐标准 技术配套方案 欧盟CE认证 EN 1090-2/3 焊工EN ISO 9606认证+数字报告 北美钢结构 AWS D1.1:2024 相控阵超声+磁粉检测组合 航空航天钛部件 ISO 5817:2025 颜色判定+量子传感应力分析 增材制造零件 GB/T 6417.1-2025 工业CT扫描+AI缺陷分类
- 预处理:清洁焊缝表面,去除氧化皮和飞溅物。 目视检查:使用5倍放大镜辅助观察(EN ISO 17637要求)。 数字化检测:采用AI视觉系统进行自动缺陷识别。 结果判定:对照适用标准进行质量等级划分。 数据归档:建立电子化检测记录,便于追溯。
- AI深度应用:深度学习算法提升缺陷识别准确率。 多传感器融合:结合视觉、红外、超声等多模态数据。 云端协同:焊接数据共享与工艺优化。 自动化集成:与AGV、机械臂等设备无缝对接。 数字孪生应用:焊接仿真误差±0.02mm,虚拟试焊减少40%实物试验 量子传感技术:金刚石NV色心传感器检测微米级残余应力,检测精度:残余应力±5MPa,空间分辨率10μm,比传统XRD精度提高100倍。 五、焊接外观检测小结 随着社会的进步,焊接外观检测的手段和方法也与时俱进。2023-2025年,焊接外观检测技术以AI视觉和自动化系统为核心,结合3D扫描与深度学习,实现毫秒级检测(如特斯拉30ms/焊点)及99.2%准确率;ISO 5817:2024标准更新,强化实际焊喉计算与缺陷分类,新增示意图以提升检验一致性。 注:1. 本文参考部分百度/深度探索照片和文献。 如有侵权,请联系本公众号删除,谢谢!
外观检测是一种常用的焊接质量检测方法,其主要目的是检查焊接接头的表面质量,包括焊缝的形状、尺寸、咬边、凹陷、气孔等。外观检测可以通过肉眼或使用放大镜进行观察,也可以使用一些辅助工具,如激光测距仪、光学测量仪等。这种检测方法可以有效地发现焊接接头的表面缺陷,但无法检测内部缺陷。
一、核心标准体系概述
当前全球焊接外观检测主要遵循五大标准体系,各体系针对不同材料和应用场景制定了详细规范。
2018版主要修订内容
1.1 2023标准主要修订内容及行业影响分析
ISO 5817:2023作为焊接质量评估的国际权威标准,相比2018版进行了多项重要修订,主要变化包括:
熔深s替代板厚t:新标准将对接焊缝和角焊缝的缺陷允许值计算基准由设计焊喉变更为实际焊喉(aA),计算公式调整为缺陷高度h≤0.2s/0.2aA(B级要求)。
新增实际喉厚参数:在表1条款1.3/1.4/1.16/3.2中明确引入aA参数,强化焊缝实际承载能力的评估。
图示修订:更新10项缺陷示意图,包括未熔合(1.5)、咬边(1.4)等缺陷的形态展示,使判定更直观。
-
验收标准调整:B级气孔直径限值从≤0.5mm调整为≤0.2s/0.2aA(最大3mm),咬边高度要求从≤0.05t变更为≤0.1t(最大0.5mm)
删除附录B:取消原疲劳评估方法,改为引用ISO 12110系列标准
钛合金焊接:引入颜色判定法:银白色为合格,出现蓝色/紫色需返修
层间温度控制≤150℃,热输入范围15-45kJ/cm。
镍基合金:
裂纹敏感系数公式保留S=(Cr+3.3Mo+16N)/(Ni+0.5Mn),当S≥1.5时需调整热输入。
Inconel 718等γ'相强化合金的气孔验收比钢质接头严格20%。
|
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-
数字化检测系统需升级算法模块,包括:实际焊喉的自动测量功能(误差±0.02mm),钛合金焊缝的多光谱成像技术(识别颜色异常)相控阵超声与熔深数据的关联分析。
参数调整:某汽车厂商反馈,为满足新气孔标准,需将保护气体流量提高15%-20%。
案例参考:TA2纯钛管道焊接中,银白色焊缝经X射线检测确认无裂纹/气孔,符合B级要求。
培训成本:标准转换培训约需16-24课时,主要涵盖:新缺陷图示解读熔深测量实操(金相检测法流程)。
检测成本:钛合金项目增加颜色判定环节,单件检测时间延长2-3分钟。
-
2.AWS体系
-
AWS D1.1:2020针对钢结构,强调实用性与工程评估灵活性,按A-F六级划分接头等级。它是美国焊接学会钢结构焊接规范,其焊缝验收要求与ISO 5817存在差异。
-
3.EN体系
-
EN 1090-2/3分EXC1-EXC4四个执行等级,强制CE认证,铝结构验收需符合EN ISO 17637目视检测标准。
-
EN 1090-2 2025版关键更新:
-
4.GB体系 -
GB/T 6417.1-2005(现行)将缺欠分为6类,采用"缺欠"替代"缺陷"术语,与ISO 6520:1998等效。 -
5.JIS体系 -
JIS Z 3104专注钢焊缝射线检测,普通级要求射线与缺陷夹角<14°,特殊级<9°。
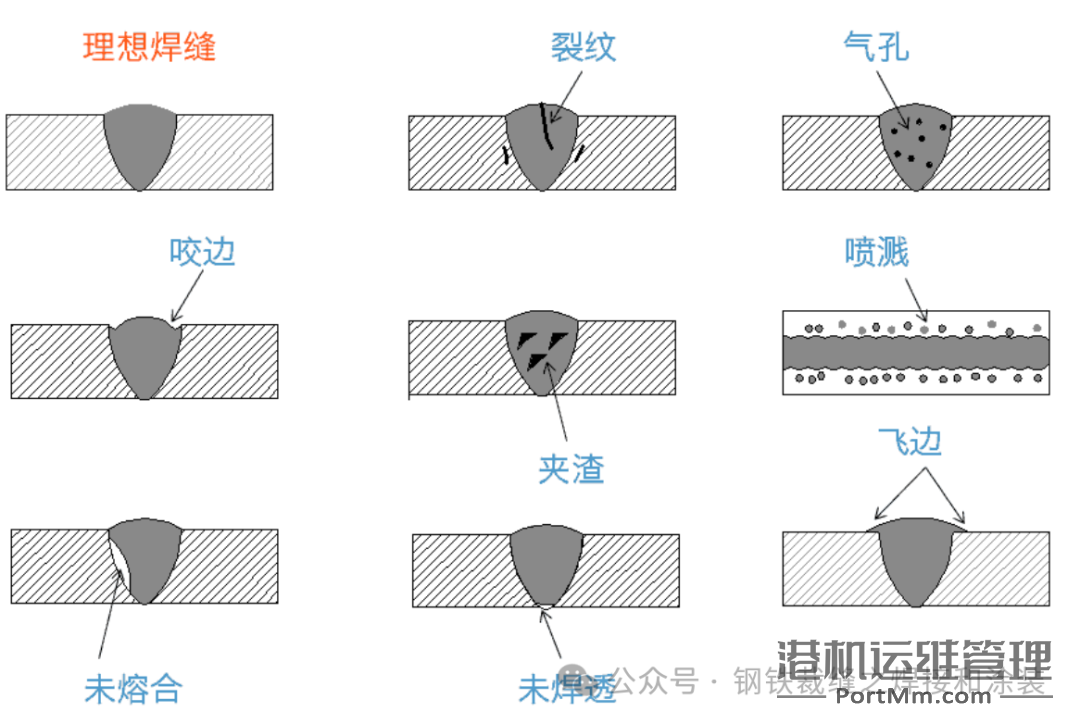
二、焊接外观缺陷
1.焊接外观缺陷
1.1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边限制对比:
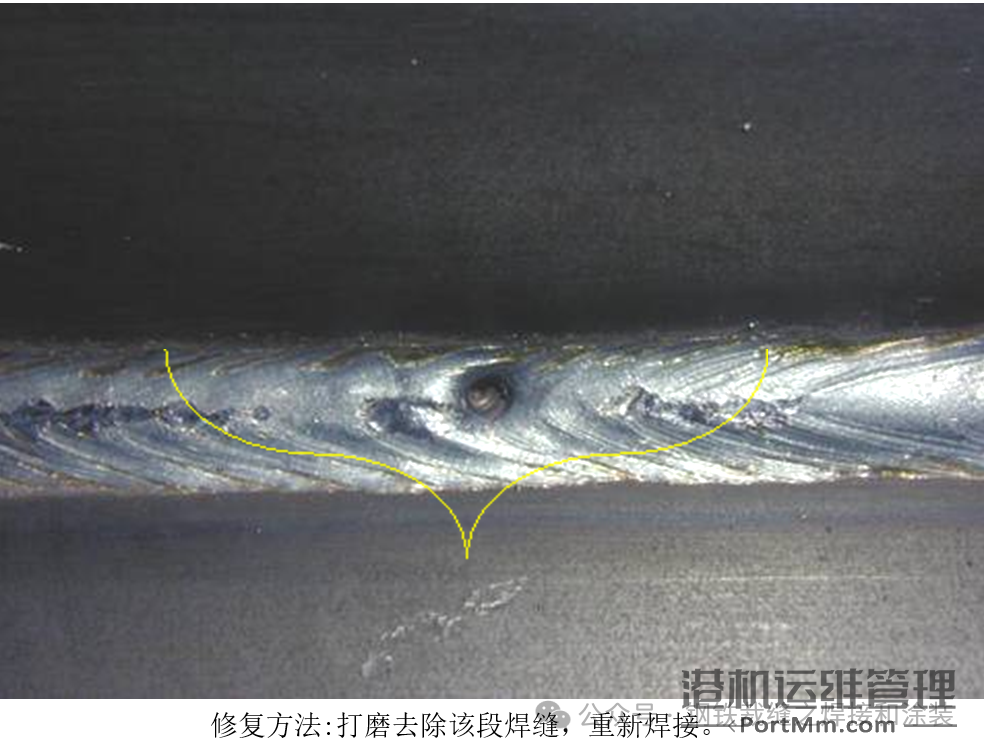
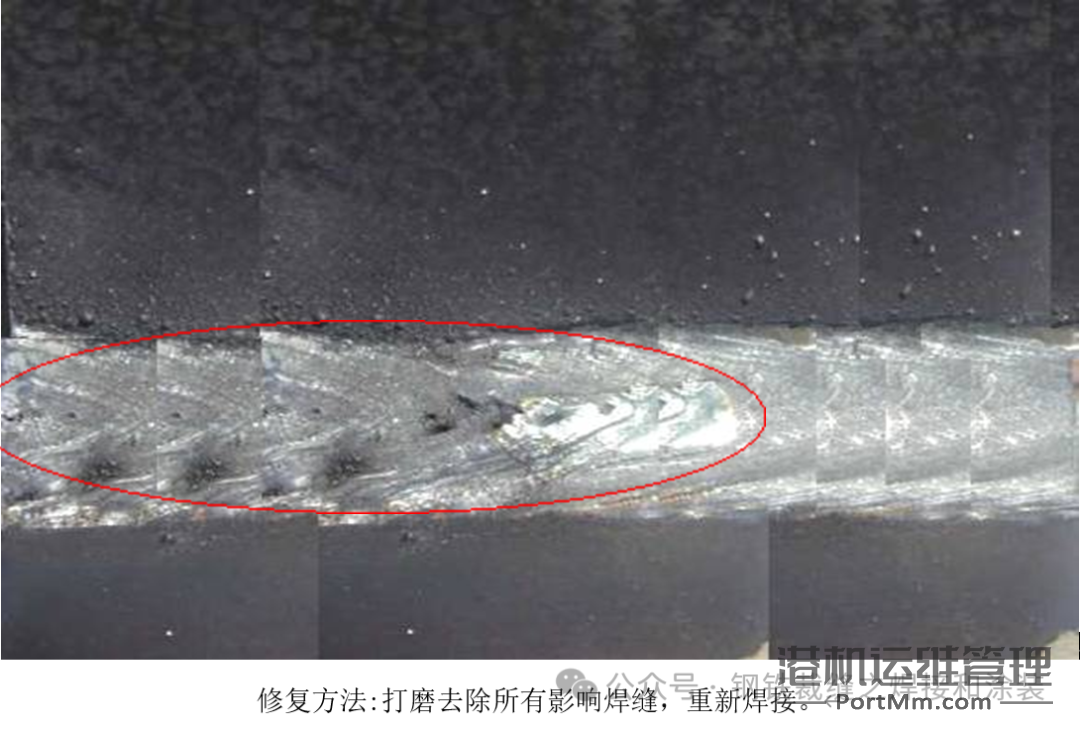
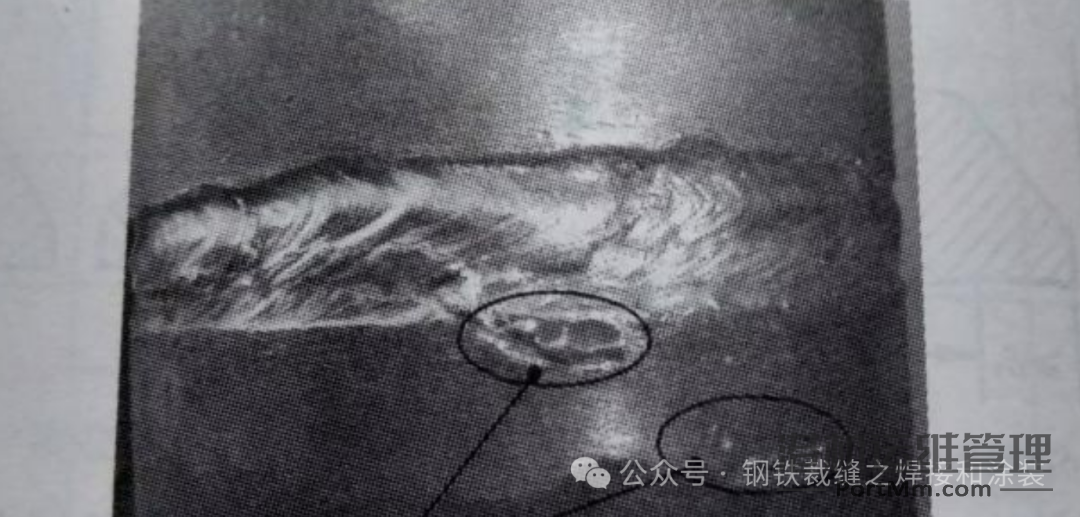
1.2 焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔指露在表面的气孔。
单个气孔:直径≤0.5mm(B级标准)
-
密集气孔:气孔群集分布 -
预防措施:控制焊接环境湿度,确保保护气体纯度
气孔限制标准对比:
|
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

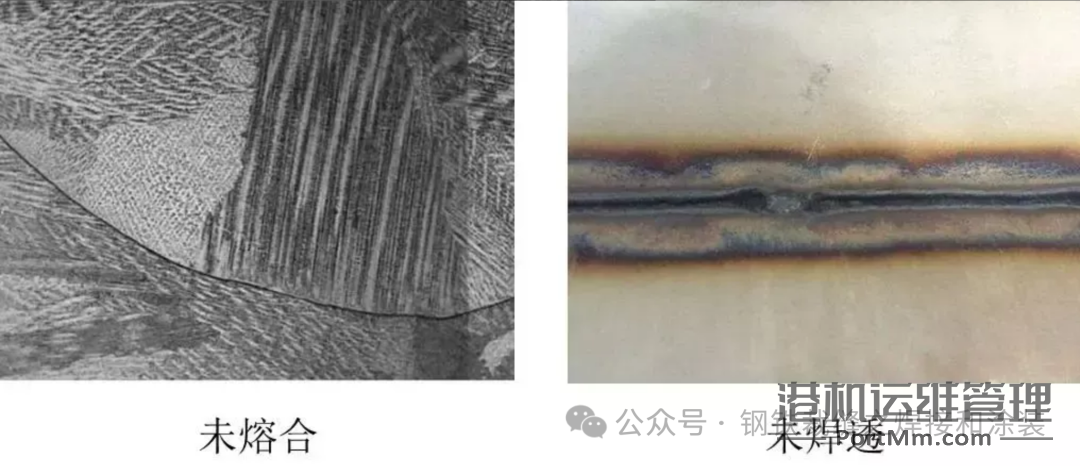
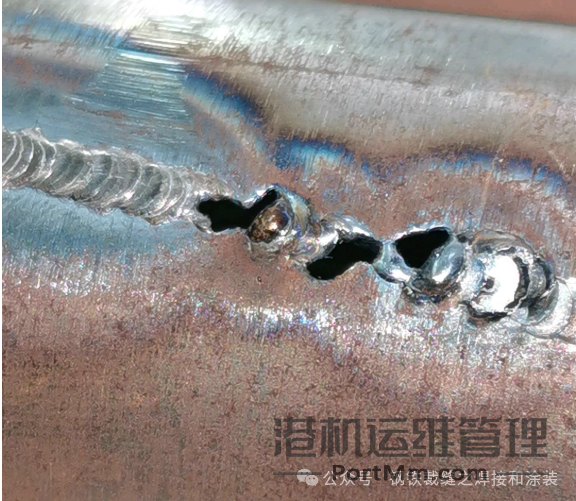
1.3 未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材之间未完全熔化结合的部分。

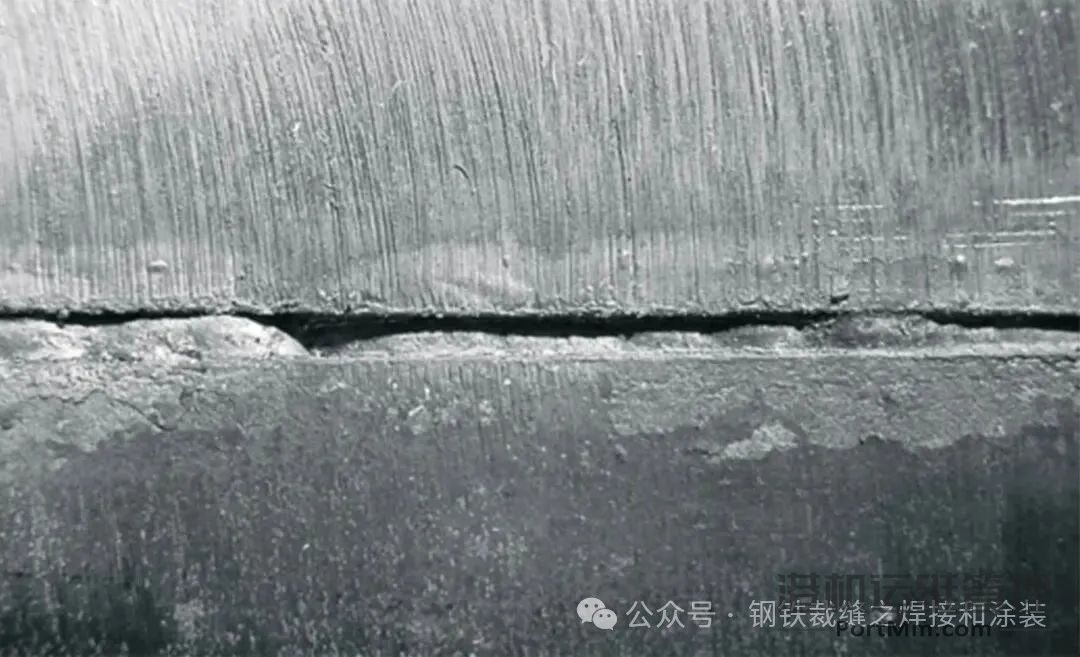
1.4 未焊透:焊接时接头根部未完全熔透的现象。
产生未焊透的原因(1)焊接电流小,熔深浅。(2)坡口和间隙尺寸不合理,钝边太大。(3)磁偏吹影响。(4)焊条偏芯度太大(5)层间及焊根清理不良。
|
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-
根部未熔合:焊缝根部未与母材熔合。 -
侧壁未熔合:焊缝侧壁未与母材熔合。

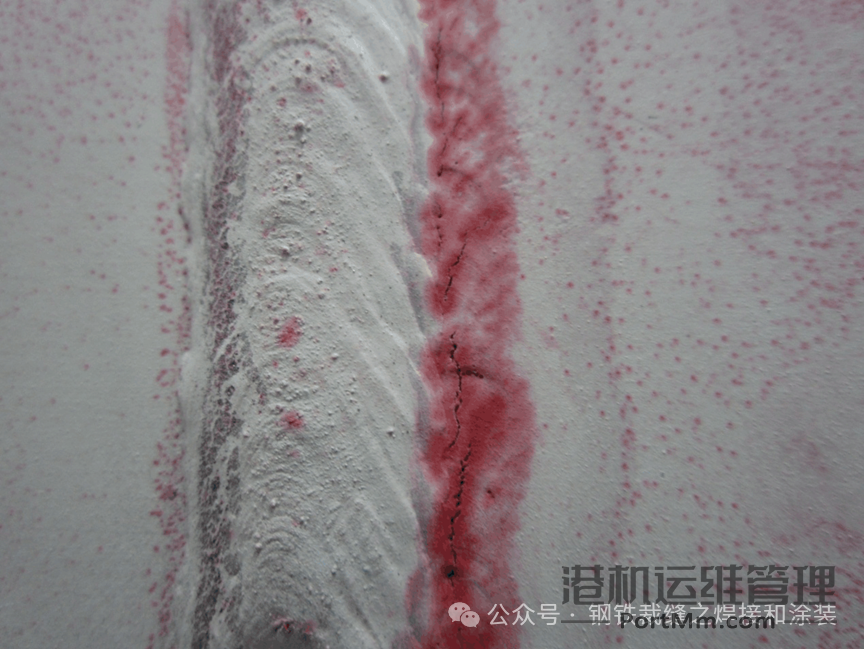
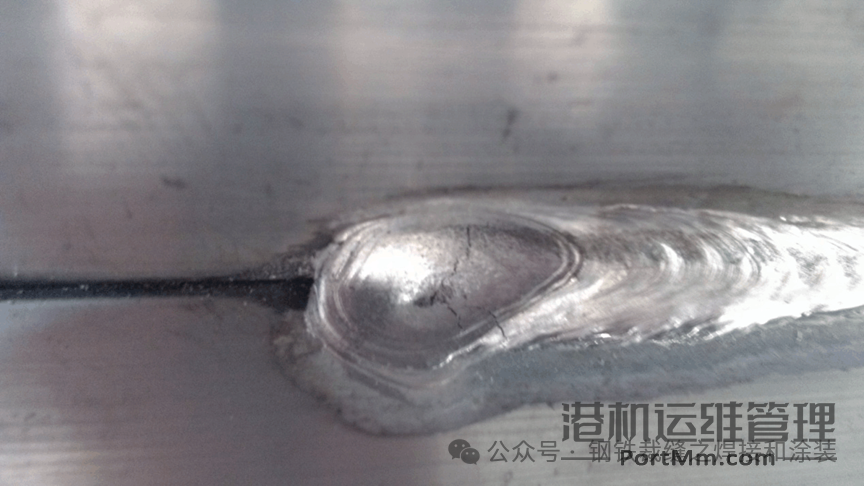
1.6 裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.7 未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。

1.8 焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属流淌形成的微小疙瘩。

1.9 烧穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。
2.焊缝形状缺陷
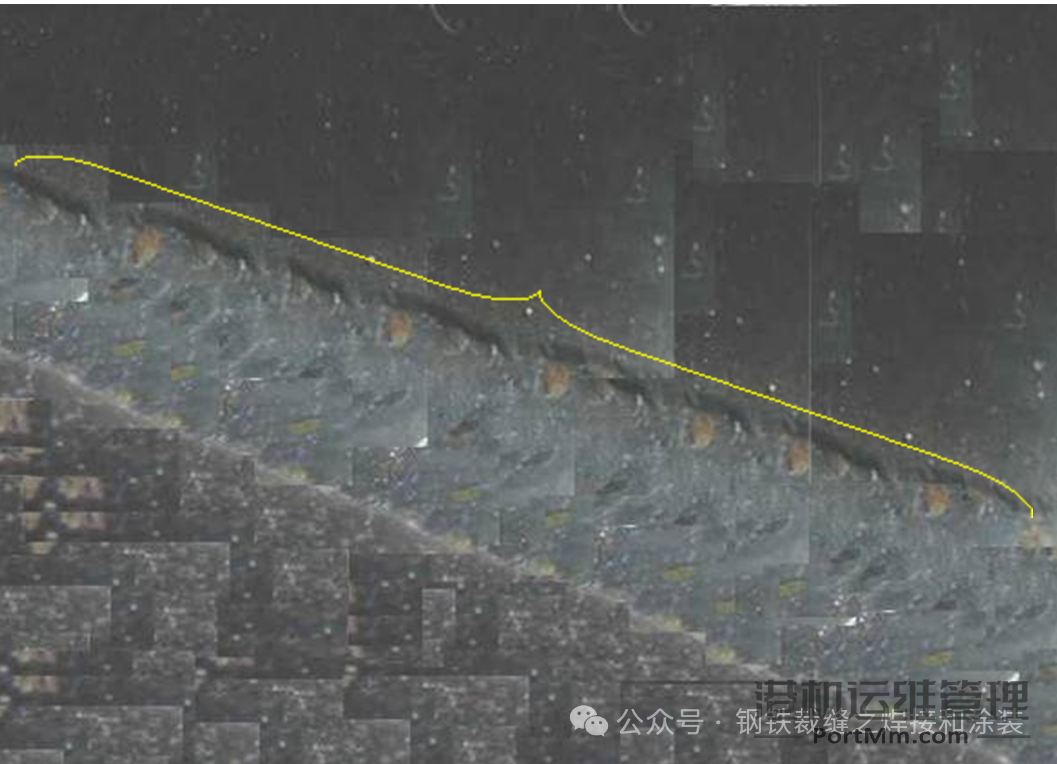
2.1焊缝成形差:熔焊时,液态焊缝金属冷凝后形成的焊缝外形叫焊缝成形,焊缝成形差是指焊缝外观上,焊缝高低、宽窄不一,焊缝波纹不整齐甚至没有等。
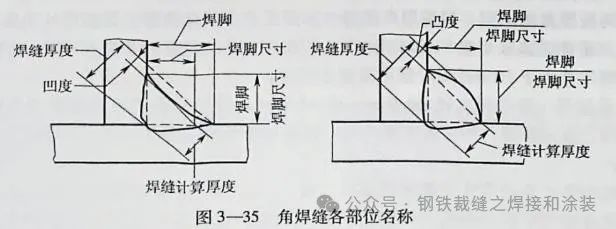
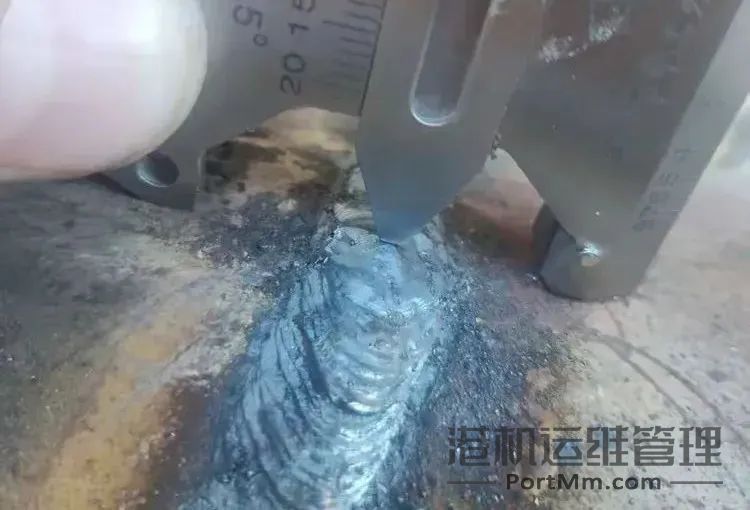
2.2焊脚尺寸:在角焊缝横截面中画出最大等腰三角形中,直角边的长度。缺陷表现在焊脚尺寸小于设计要求和焊脚尺寸不等(单边)等。

2.3 余高超差:余高高于要求或低于母材。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

2.4错边:对接焊缝时两母材不在一平面上。

2.5 漏焊:要求焊接的焊缝未焊接。表现在整条焊缝未焊接、整条焊缝部分未焊接、未填满弧坑、焊缝未填满未焊完等。

2.6 漏装:结构件中某一个或一个以上的零件未组焊上去。
2.7飞溅

2.8电弧擦伤
3. 复合缺陷:同一条焊缝或同一条焊缝同一处同时存在两种或两种以上的缺陷。
4. 焊缝打磨
焊缝打磨要求:打磨后焊缝应符合检验标准,焊缝圆滑过渡或焊缝与母材圆滑过渡,不允许破坏母材。

三、数字图谱检测技术应用
数据采集层:通过工业相机、激光扫描仪等设备获取焊缝图像。
数据处理层:利用AI算法进行缺陷识别和分类。
性能指标:
裂纹检出率99.7%,识别速度120FPS(维视智造PCB检测系统),汽车白车身检测:5G传输使返工率降低80%;轮毂焊接检测:0.8秒/件,比人工快1125倍。
决策层:根据预设标准自动判定焊缝质量等级。
数据管理:建立焊接质量档案,实现全生命周期追溯。
树根互联开发的"焊接AI质量在线智能检测"系统已应用于汽车白车身焊接检测:通过5G网络实时采集焊接数据和PLC数据,利用AI算法监测焊接工艺参数,实现100%焊点检查,建立带车辆ID标签的焊接档案,支持质量追溯。典型案例:某汽车厂商引入后焊接返工率降低80%。
-
钢结构焊接:优先采用AWS D1.1标准。
-
国际项目:推荐使用ISO 5817标准。
-
欧盟CE认证项目:EN 1090-2/3,EXC3级需全熔透焊缝。
-
高要求场合:选择B级验收标准。
-
特殊材料:镍/钛合金需参考特殊条款,钛合金压力容器推荐使用
ISO 5817:2023,层间温度≤150℃。
汽车轻量化部件:推荐使用ISO 13919-1电子束焊。
ISO 5817:2023,层间温度≤150℃。
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-
预处理:清洁焊缝表面,去除氧化皮和飞溅物。
目视检查:使用5倍放大镜辅助观察(EN ISO 17637要求)。
-
数字化检测:采用AI视觉系统进行自动缺陷识别。
-
结果判定:对照适用标准进行质量等级划分。
数据归档:建立电子化检测记录,便于追溯。
AI深度应用:深度学习算法提升缺陷识别准确率。
多传感器融合:结合视觉、红外、超声等多模态数据。
云端协同:焊接数据共享与工艺优化。
自动化集成:与AGV、机械臂等设备无缝对接。
数字孪生应用:焊接仿真误差±0.02mm,虚拟试焊减少40%实物试验
量子传感技术:金刚石NV色心传感器检测微米级残余应力,检测精度:残余应力±5MPa,空间分辨率10μm,比传统XRD精度提高100倍。
五、焊接外观检测小结
随着社会的进步,焊接外观检测的手段和方法也与时俱进。2023-2025年,焊接外观检测技术以AI视觉和自动化系统为核心,结合3D扫描与深度学习,实现毫秒级检测(如特斯拉30ms/焊点)及99.2%准确率;ISO 5817:2024标准更新,强化实际焊喉计算与缺陷分类,新增示意图以提升检验一致性。
注:1. 本文参考部分百度/深度探索照片和文献。 如有侵权,请联系本公众号删除,谢谢!
